Влияние параметров технологического процесса на эффективность десульфурации металла магнием
Как показано ранее, результаты десульфурации стали магнием хорошо описываются исходя из представлений о протекании реакций между реагентом и примесями расплава в диффузионной области у поверхности всплывающих в металле пузырей пара десульфуратора. Это дает возможность получить математическую модель процесса для количественной оценки влияния важнейших технологических параметров на эффективность использования реагентов m для десульфурации металла.
Предположим, что изменение массы всплывающих в металле пузырей пара магния происходит главным образом в результате взаимодействия с растворенной в стали серой. Если концентрация серы выражена в процентах от массы металла, изменение массы всплывающего в расплаве пузыря пара реагента может быть описано уравнением
Для отдельно всплывающего в металле пузыря сферической формы величина коэффициента b равна 2/3. Однако при обработке металла в промышленных условиях удаление пара магния и кальция из расплава происходит в виде сплошного газожидкостного потока (пенно-турбулентная структура). Как показывает опыт эксплуатации барботажных реакторов, где имеет место аналогичная структура потока, величина коэффициента b в этом случае может отличаться от 2/3 и соотношение (3.21) с достаточной точностью можно привести к виду

Если предположить, что пар магния ведет себя как идеальный газ, объем всплывающего в металле пузыря можно определить из уравнения
Подставив соотношение (3.26) в (3.25), получим уравнение
Рассчитанная по формуле (3.32) средняя величина степени использования десульфуратора отличается от истинной величины степени его использования, так как не все образовавшиеся сульфиды удаляются из металла вместе с всплывающими пузырями пара реагента. Часть из них остается в расплаве и может быть окислена в результате взаимодействия с растворенным в металле кислородом, а также оксидами железа шлака и кислородом атмосферы. Связь между истинной величиной степени использования десульфуратора и расчетным средним ее значением, вычисленным по формуле (3.32), можно представить уравнением

Практическое использование уравнения (3.33) затруднено тем, что для определения величины коэффициента  необходимо сравнивать между собой результаты обработки металла в различных условиях. Значительно удобнее пользоваться для вычисления расчетного среднего значения степени использования десульфуратора соотношением (3.30). При этом окисление части сульфидов можно учитывать путем замены коэффициента массоотдачи серы в формуле (3.29) эквивалентным его значением, величиной которого будет учтена интенсивность двух одновременно протекающих процессов – подвода серы из объема металла к поверхности пузырей пара десульфуратора и окисления части образовавшихся сульфидов.
необходимо сравнивать между собой результаты обработки металла в различных условиях. Значительно удобнее пользоваться для вычисления расчетного среднего значения степени использования десульфуратора соотношением (3.30). При этом окисление части сульфидов можно учитывать путем замены коэффициента массоотдачи серы в формуле (3.29) эквивалентным его значением, величиной которого будет учтена интенсивность двух одновременно протекающих процессов – подвода серы из объема металла к поверхности пузырей пара десульфуратора и окисления части образовавшихся сульфидов.
Чтобы наглядно продемонстрировать возможность учета влияния частичного окисления сульфидов на результаты обработки путем корректировки величины коэффициента K в формуле (3.28) воспользуемся показанными в таблице 3.4 результатами десульфурации стали кальцием в количестве 0,7 кг/т в 120-т ковшах с доломитовой и шамотной футеровкой.
Таблица 3.4 – Результаты десульфурации стали кальцием в количестве 0,7 кг/т в 120-т ковшах с доломитовой и шамотной футеровкой

Для анализа экспериментальных данных первоначально предположим, что при обработке глубоко раскисленной стали в ковшах с доломитовой футеровкой окисление сульфидов в результате взаимодействия с кислородом расплава не происходит. Обработка экспериментальных данных показывает, что с учетом сделанного допущения результаты десульфурации стали кальцием в ковшах с доломитовой футеровкой могут быть описаны соотношениями (3.30) и (3.28) при величине коэффициента = 0,051. Результаты расчета показаны на рисунке 3.5 сплошной линией 1. Как видно из рисунка, результаты расчета хорошо описывают наблюдаемую на практике зависимость между средней величиной степени использования кальция и содержанием серы в металле.
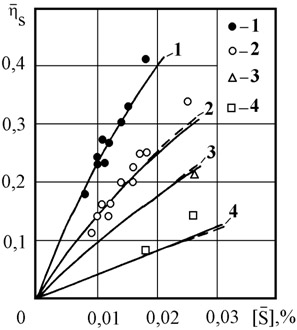
Рисунок 3.5 – Зависимость степени использования кальция от содержания серы в стали при обработке в 120-т ковшах с доломитовой и шамотной футеровкой: 1 – доломит, Н = 2,7 м; 2 – шамот, Н = 2,7 м; 3 – шамот, Н = 1,5 м; 4 – шамот, Н = 0,5 м
При десульфурации стали в ковшах с шамотной футеровкой часть образовавшихся сульфидов может быть окислена в результате поступления кислорода из футеровки ковша в обрабатываемый металл. Сплошными линиями 2, 3 и 4 на рисунке 3.5 показаны результаты расчета зависимости между средней величиной степени использования кальция и содержанием серы в расплаве при обработке стали в ковшах с шамотной футеровкой. Расчет выполнен по формулам (3.33) и (3.28) с использованием величины коэффициента K = 0,051 и коэффициента ![]() = 0,4, то есть в предположении, что 40% образовавшихся сульфидов окисляются растворенным в стали кислородом. Как видно из рисунка, результаты расчетов по формулам (3.33) и (3.28) хорошо согласуются с данными исследований десульфурации стали в ковшах с шамотной футеровкой при глубине погружения фурмы в металл равной 2,7 м, 1,5 м и 0,5 м. Таким образом, полученные зависимости верно отражают влияние на результаты десульфурации стали окисления части образовавшихся сульфидов и изменения глубины подачи десульфуратора в расплав.
= 0,4, то есть в предположении, что 40% образовавшихся сульфидов окисляются растворенным в стали кислородом. Как видно из рисунка, результаты расчетов по формулам (3.33) и (3.28) хорошо согласуются с данными исследований десульфурации стали в ковшах с шамотной футеровкой при глубине погружения фурмы в металл равной 2,7 м, 1,5 м и 0,5 м. Таким образом, полученные зависимости верно отражают влияние на результаты десульфурации стали окисления части образовавшихся сульфидов и изменения глубины подачи десульфуратора в расплав.
Непосредственная обработка данных о десульфурации стали в ковшах с шамотной футеровкой по формулам (3.30) и (3.28) показывает, что они могут быть описаны при использовании коэффициента K = 0,029. Результаты расчетов по формулам (3.30) и (3.28) с использованием найденного значения коэффициента K = 0,029 показаны на рисунке 3.5 пунктирными линиями. Из рисунка видно, что результаты расчетов по формулам (3.30) и (3.28) с использованием скорректированной величины коэффициента K для случая десульфурации стали в ковшах с шамотной футеровкой практически полностью совпадают с результатами расчетов по формулам (3.33) и (3.28). Это свидетельствует о возможности применения для оценки степени использования десульфуратора формул (3.27) и (3.30) с соответствующей корректировкой величины коэффициента K в формуле (3.28).
Исходя из формулы (3.27), скорость десульфурации металла можно представить уравнением

где U – массовая скорость подачи десульфуратора в металл, кг/с; M – масса обрабатываемого металла, кг.
Решая уравнение (3.34), можно получить соотношение для расчета удельного расхода десульфуратора при заданных значениях начальной и конечной концентрации серы в стали в виде уравнения

Расчеты по уравнению (3.35) позволяют с достаточной точностью прогнозировать результаты десульфурации металла в тех случаях, когда ковшевой шлак не оказывает сильного влияния на эффективность обработки.
При анализе результатов расчета кинетики десульфурации чугуна и стали согласно формуле (3.35) следует обратить внимание на то, что величина степени десульфурации металла при обработке магнием определяется только количеством поданного в расплав десульфуратора и не зависит от исходного содержания серы в нем. Эту особенность процесса легко объяснить протеканием реакции между парообразным реагентом и серой расплава в диффузионной области. Ранее было показано, что при малом содержании кислорода в металле процесс десульфурации с достаточной точностью может быть описан при помощи кинетического уравнения реакции первого порядка
Из уравнения (3.31) видно, что единственным фактором, который определяет степень десульфурации металла при протекании реакции в диффузионной области, является количество поданного в расплав десульфуратора.