Внедрение технологии изготовления рабочей футеровки промежуточных ковшей «сухими» магнезиальными массами
Л. М. Аксельрод, Н. В. Горелов, Е. М. Сладков, Д. В. Капустян*, Д. И. Борзов*
ООО «Группа «Магнезит»
*Dalmond Feuerfest Siegburg GmbH & Co
В конвертерном цехе ОАО «МК ”АзовСталь“» впервые на территории СНГ внедрена технология изготовления рабочей футеровки промежуточных ковшей «сухим» методом с применением магнезиальной «сухой» массы и оборудования. Эта современная технология позволяет существенно увеличить технологичность операций изготовления рабочей футеровки промежуточных ковшей.
У конвертерному цеху ВАТ «МК ”АзовСталь“» вперше на території СНД впроваджено технологію виготовлення робочої футерівки проміжних ковшів «сухим» методом із застосуванням магнезіальної «сухої» маси та устаткування. Ця сучасна технологія дозволяє значно збільшити технологічність операцій виготовлення робочої футерівки проміжних ковшів.
In the converter shop of JSC ”Azovstal“ first time in the CIS technology for manufacture of the working lining of tundish with application of dry magnesia mass and special equipment had been realized successfully. This modern technology allows to increase the adaptability of manufacturing operations of the working lining of tundish.
Существующая конъюнктура рынка металлопроката вынуждает металлургические предприятия постоянно осуществлять поиск новых возможностей снижения себестоимости производимой продукции и повышения ее качественных характеристик. В связи с этим, все более актуальными становятся передовые ресурсо- энергосберегающие технологии, обеспечивающие сокращение расхода дорогостоящих материалов и энергоресурсов без увеличения капитальных затрат. Типичным примером реализации этой тенденции, применительно к огнеупорным технологиям, является внедрение технологии изготовления рабочей футеровки промежуточных ковшей «сухими» магнезиальными массами, получившей широкое распространение в Европе.
В 2009 г. впервые на территории СНГ в конвертерном цеху ОАО «МК ”АзовСталь“» внедрена технология изготовления рабочей футеровки промежуточных ковшей «сухим» методом, с применением магнезиальной «сухой» массы и оборудования поставленного компанией «Dalmond» (Группа «Магнезит»), которая позволяет улучшить основные технико-экономические показатели процесса разливки стали – снизить удельные затраты на огнеупорные материалы и энергоресурсы, используемые для сушки/разогрева футеровки, и сократить время цикла подготовки промежуточных ковшей к разливке. Подобная технология позволяет не только существенного увеличить технологичность операций изготовления рабочей футеровки промежуточных ковшей, но и обеспечить условия улучшения качества непрерывнолитой заготовки, обеспечить безаварийный режим работы агрегата.
Разработка «сухой» магнезиальной массы
Компания «Dalmond Feuerfest Siegburg GmbH & Co.», входящая в состав «Группы ”Магнезит“», имеет значительный опыт разработки и производства «сухих» масс для промежуточных ковшей и оборудования для изготовления подобных футеровок. «Сухие» магнезиальные массы, производимые компанией Dalmond, используются на ряде крупных европейских предприятий (ряд предприятий компаний Thyssen Krupp и Mittal steel). «Сухая» магнезиальная масса марки Brolitex M-O-85, производимая компанией «Dalmond» и используемая в качестве расходуемой (рабочей) футеровки промежуточного ковша на МНЛЗ № 6 в конвертерном цехе ОАО «МК ”АзовСталь“», изготавливается на основе спеченных периклазовых порошков производства Комбината «Магнезит» (г. Сатка, Урал). Благодаря оптимально подобранному фракционному составу, модификаторам и комплексному связующему масса обладает стойкостью к расплавам металла и шлака, а также высокими теплоизолирующими свойствами в период эксплуатации промежуточного ковша. Состав массы разработан таким образом, что после завершения эксплуатации промежуточного ковша и охлаждения футеровки ниже 400 оС, рабочий слой футеровки теряет свою строительную прочность и легко удаляется при раскантовке ковша.
При разработке массы для ОАО «МК ”АзовСталь“» учитывались не только общие требования, предъявляемые к огнеупорным материалам, предназначенным для службы в рабочем слое футеровки промежуточных ковшей, но и комплекс факторов, определяющих технологические особенности работы промежуточных ковшей на МНЛЗ № 6. Специалистами компании «Dalmond» был предоставлен полный спектр услуг, начиная от проектирования и изготовления шаблона со встроенным нагревательным оборудованиям до проведения пуско-наладочных работ, завершившихся успешным внедрением технологии. Подобный комплексный подход с учетом активного участия специалистов ОАО «МК ”АзовСталь“» позволил произвести успешную отработку технологии изготовления футеровки промежуточных ковшей с использованием «сухой» массы в кратчайшие сроки.
Таблица 1 - Физико-химические показатели сухой массы, применяемой в условиях КЦ ОАО «МК ”АзовСталь“»

Технология выполнения футеровки промежуточных ковшей «сухой» массой
Предварительно очищенный промежуточный ковш с арматурной футеровкой помещается на стенд. Производится установка огнеупорного элемента «турбостоп», после чего на дно в необходимом количестве насыпается и разравнивается масса. Устанавливается шаблон со встроенными горелочными устройствами, работающими на природном газе (возможно оснащение шаблона электрическими нагревающими устройствами). Шаблон устанавливают в промежуточный ковш таким образом, чтобы зазор между ним и арматурной футеровкой соответствовал толщине рабочего слоя промежуточного ковша. После центровки производится засыпка сухой массы в зазор между арматурным слоем и стенкой шаблона.

Рис. 1. Шаблон со встроенным нагревательным оборудованием
Набор прочности засыпанного слоя происходит в процессе термообработки. Разогрев огнеупорного материала осуществляется согласно графику в автоматическом режиме через стенку шаблона до температуры ~280 oС и с последующими выдержкой в течении 1 ч и охлаждением. После извлечения шаблона производят установку стопоров-моноблоков. Ковш передается на МНЛЗ. Перед разливкой разогреваются исключительно функциональные элементы (стопор-моноблок, стакан-дозатор и погружаемый стакан), при этом рабочая футеровка, выполненная из «сухой» магнезиальной массы, остается практически холодной. Металл из первого сталеразливочного ковша в серии подается в холодный промежуточный ковш.
После окончания разливки серии (12-14) плавок, подаваемых плавка на плавку, промежуточный ковш передается в ковшовое отделение, где после частичного охлаждения производится удаление остатков металла, шлака и рабочей футеровки из промежуточного ковша.

Рис. 2. Футеровка промежуточного ковша «сухой» массой: слева – футеровка днища до установки шаблона; справа – футеровка стены после засыпки массы и ее термообработки до удаления шаблона

Рис. 3. Футеровка промежуточного ковша после термообработки (слева); промежуточный ковш перед разливкой; разогрев функциональных элементов (справа)
Основные преимущества технологии изготовления футеровки промежуточных ковшей «сухой» массой
К августу 2009 г. в конвертерном цехе провели переоснащение всего парка промежуточных ковшей МНЛЗ № 6 для реализации новой технологии. На МНЛЗ № 6 разливается весь сортамент сталей, выплавляемых в конвертерном цехе. Стойкость рабочего слоя обеспечивает необходимый технологический уровень эксплуатации МНЛЗ конвертерного цеха ОАО «МК ”АзовСталь“»; максимальная достигнутая стойкость – 14 плавок. Покраснений и прогаров футеровки промежуточных ковшей за период их эксплуатации по новой технологии не отмечено, их вывод из эксплуатации производился по условиям разливки и не был связан с состоянием футеровки. Остаточная толщина футеровки стен составляет 25-30 (при первоначальной – 40-45) мм.

Рис. 4. Футеровка промежуточного ковша после разливки
Опыт, накопленный в процессе внедрения технологии выполнения рабочей футеровки промежуточных ковшей с использованием «сухих» масс, подтверждает, что в конвертерном цехе ОАО «МК ”АзовСталь“» внедрена технология, обладающая рядом существенных преимуществ перед традиционной (выполнение рабочей футеровки массами основного состава «полусухим» или «мокрым» торкретированием):
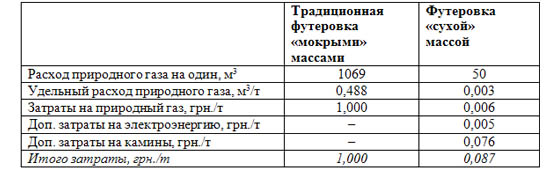
- не требуется предварительный высокотемпературный разогрев рабочей футеровки, что существенно снижает расход энергоносителей по сравнению с традиционной технологией торкретирования промежуточных ковшей (в условиях конвертерного цеха ОАО «МК ”АзовСталь“» расход природного газа на подготовку ковшей сократился на 90 %);
- уменьшение расхода материала для производства рабочего слоя футеровки промежуточного ковша по сравнению с традиционной технологией – до 20 %, отсутствует отскок, толщина рабочей футеровки фиксирована и нет возможности увеличить ее произвольно;
- за счет сокращения времени сушки и разогрева футеровки промежуточных ковшей, удаления остатков металла и шлака, а также других технологических операций существенно сокращается время подготовки промежуточных ковшей к разливке, что в перспективе позволяет уменьшить парк промежуточных ковшей;
- отсутствие воды в рабочем слое исключает выделение водорода в расплав при разливке, что особенно важно при разливке ответственных марок сталей;
- отсутствует риск аварийных ситуаций, связанных с некачественной сушкой торкрет-слоя, имеющей место при реализации традиционной технологии;
- увеличивается ресурс работы арматурной футеровки за счет отсутствия гидратации при контакте с водосодержащей торкрет-массой и снижения механического воздействия при раскантовке вследствие высокой стойкости рабочего слоя;
- благодаря простоте и высокой технологичности описанного метода футеровки уменьшаются трудозатраты;
- нет необходимости «содержать» торкрет-машину, которая требует ухода в процессе эксплуатации, в том числе с использованием запасных частей, закупаемых по импорту.
Таблица 2 - Сравнение затрат при изготовлении рабочей футеровки промежуточных ковшей по традиционной и внедренной технологии (на один промежуточный ковш емкостью 43 т)
В период с июня по декабрь 2009 г. (в промышленном режиме – с августа 2009 г.) за счет внедрения технологии изготовления рабочей футеровки промежуточных ковшей «сухими» магнезиальными массами на МНЛЗ № 6 КЦ ОАО «МК ”АзовСталь“» экономия природного газа составила ориентировочно 1800 тыс. м3.