Вклад кафедры МОЗЧМ ДонНТУ в развитие процесса непрерывной разливки стали на Донецком металлургическом заводе
Еронько С.П.
ДонНТУ
Историю эксплуатации первой промышленной в Украине установки непрерывной разливки стали (УНРС), успешно запущенной в мартеновском цехе Донецкого металлургического завода в 1960 году, условно можно разделить на несколько этапов. В течение первого десятилетия накапливался опыт и оттачивалось мастерство рабочим персоналом, который приобрел новую квалификацию, требующую совершенно иных технических знаний и навыков в сравнении с привычной технологией разливки стали в изложницы. Набиралась статистика поломок узлов и агрегатов установки и причин возникновения нештатных ситуаций при получении заготовки из стали различного марочного состава. В этот же промежуток времени четко обозначились конструктивные недоработки и наметились основные направления совершенствования действующего оборудования.
Новый способ разливки стали, находившийся в 70-е годы в процессе развития, потребовал в своем практическом становлении совместных усилий ученых, конструкторов и специалистов металлургического предприятия, направленных на увеличение производительности установки непрерывной разливки стали и повышение качества получаемой заготовки.
Для решения поставленных задач был создан творческий коллектив, олицетворявший союз науки с производством. В его состав вошли сотрудники кафедры механического оборудования заводов черной металлургии Донецкого политехнического института (ныне ДонНТУ) и специалисты Донецкого металлургического завода, курировавшие от ЦЗЛ работу УНРС, а также непосредственно участвующие в ее эксплуатации.
В рамках научно-технического сотрудничества между ДПИ и ДМЗ в тот период были выполнены две хоздоговорные НИР: «Исследование нагрузок на ролики зоны вторичного охлаждения в связи с разработкой оптимальных режимов охлаждения непрерывнолитой заготовки и внедрением АСУ» (х-т № 74-66) и «Исследование энергосиловых параметров работы новых конструктивных узлов МНЛЗ в условиях повышенных скоростей разливки» (х-т № 75-69). Руководителем работ был назначен доцент кафедры МОЗЧМ М.З. Левин, а непосредственными исполнителями ее сотрудники – Н.Г. Пироженко, Г.С. Клягин, В.И. Руденко, Г.Н. Сидоренко. Практическую помощь в организации исследований и проведении экспериментов на действующей промышленной установке оказывали начальник лаборатории непрерывной разливки стали ДМЗ А.М. Кондратюк, начальник УНРС В.Н. Бордюгов и старший мастер разливки Д.А. Дюдкин.
Без преувеличения можно сказать о том, что первая промышленная в Украине установка непрерывной разливки стали мартеновского цеха ДМЗ стала своего рода испытательным полигоном для проведения работ по развитию технологии непрерывного литья заготовок и совершенствованию оборудования для ее успешной реализации. В ходе выполненных исследований силового взаимодействия между слитком и роликами впервые была разработана оригинальная методика определения их деформации изгиба с помощью индуктивных бесконтактных датчиков и последующего расчета усилий, вызывающих эту деформацию.
Конструкцию и принцип действия датчика поясняет схема, приведенная на рис.1. Ролик 1 при изгибе толкает Г-образный рычаг 2, закрепленный на якорной пластине 3, расположенной между сердечниками 4, на которых установлены катушки 5. Во время перемещения якорной пластины в магнитном поле сердечников изменяется индуктивность катушек, что влечет изменение за собой увеличение или уменьшение силы тока. Датчики включены в мостовую измерительную схему, в которой применен кольцевой детектор из диодов Д204, проволочные сопротивления R, потенциометры П1 и П2 для балансировки, фильтр из дросселя и двух конденсаторов С большой емкости (2000 мкф). С целью обеспечения компенсации температурных погрешностей измерений обе катушки датчика включены в смежные плечи измерительного моста. Питание схемы осуществляется стабилизированным переменным током при напряжении 12 В.
На основании полученных экспериментальных данных предложен метод расчета средней скорости разливки и среднего расхода охлаждающей воды, соответствующих времени движения поперечного сечения отливаемой заготовки от уровня металла в кристаллизаторе до оси рассматриваемого ролика, для которого необходимо рассчитать деформацию изгиба.
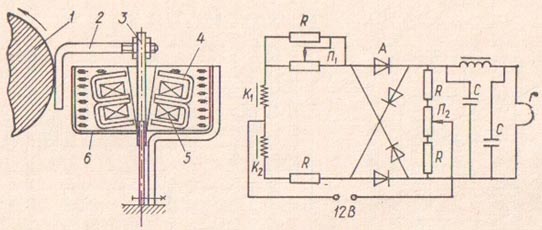
Рис. 1. Схема индуктивного датчика и измерительной аппаратуры для контроля деформации изгиба ролика МНЛЗ
Следующий этап исследований был посвящен изучению условий работы поддерживающих устройств и совершенствованию их конструкции. С помощью разработанных индуктивных датчиков удалось сопоставить реально действующие нагрузки на ролики с расчетными для различных вариантов их установки относительно технологической оси. Указанное превышение для конструкции поддерживающего устройства с индивидуальной установкой роликов находилось в пределах 1,05 – 1,37, а при секционной компоновке оно достигало 1,59 – 2,46. С учетом этого удалось найти конструктивное решение поддерживающего устройства с самоустанавливающимися парами роликов (рис. 2). В соответствии с приведенной схемой все ролики, за исключением верхних пяти пар, выполнены попарно плавающими в пределах 3-5 мм. Неподвижные базовые колонны 1, расположенные параллельно узким граням слитка 2, охватываются подшипниковыми корпусами 3 роликов 4. Между корпусами установлены жесткие распорные элементы 5. Прижатие корпусов к распорным элементам осуществляется с помощью шпилек 6, набора тарельчатых пружин 7 и траверсы 8. Раствор между роликами регулируют установкой прокладок между корпусами 3 и распорными элементами. После начала эксплуатации такой конструкции поддерживающего устройства зафиксировано резкое уменьшение количество поломок опорных роликов.
Большое внимание при исследовании работы вертикальной МНЛЗ Донецкого металлургического завода специалисты уделили приводу качания кристаллизатора. В частности ими была предложена усовершенствованная схема его уравновешивания, основанная на применении кулачкового устройства, смонтированного на приводном валу. При промышленном опробовании разработки контролировали ток якоря приводного электродвигателя, угловую скорость его вала и скорость качания кристаллизатора. Результаты обработки записанных осциллограмм свидетельствовали о том, что размах колебаний угловой скорости вала двигателя снижался с 28% до 8,3%, т.е. примерно в 3,5 раза, а максимальный ток якоря уменьшался почти в 3,6 раза. Отношение скорости подъема кристаллизатора к скорости опускания составляло 3:1, что совпадало с проектным значением, а у прежней конструкции механизма качания оно было равным 2,3:1. Применение предложенного кулачкового уравновешивающего устройства позволило значительно стабилизировать работу привода механизма качания кристаллизатора, что улучшило условия формирования корочки слитка и способствовало сокращению числа прорывов металла.
Научно-технические результаты, полученные при проведении теоретических и экспериментальных исследований, опубликованы в нескольких статьях [1,2], а новизна предложенных конструктивных решений защищена авторскими свидетельствами [3,4]. Фактически был заложен фундамент для дальнейшего развития теории и практики непрерывного литья заготовок. На базе полученных знаний сотрудниками кафедры МОЗЧМ издан учебник [5], использовавшийся в процессе теоретической подготовки инженеров-механиков по оборудованию металлургических заводов. Непосредственными исполнителями НИР защищены несколько кандидатских диссертаций. Автор одной из них – Д.А. Дюдкин в 1983 году защитил по этой тематике докторскую диссертацию и в числе первых написал монографию, посвященную вопросам повышения качества непрерывнолитой стальной заготовки [6].
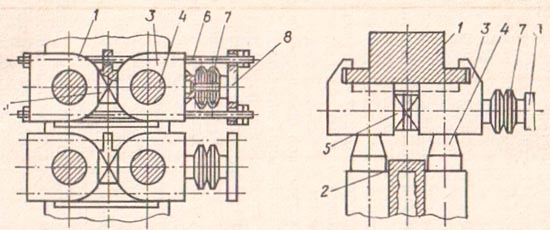
Рис. 2. Конструкция поддерживающего устройства с самоустанавливающимися парами роликов
Отмечая 50-летие пуска первой в Украине промышленной УНРС, хочется высказать слова уважения выпускникам кафедры МОЗЧМ, профессиональная деятельность которых в настоящее время напрямую связана с развитием технологии и совершенствованием оборудования непрерывной разливки стали. Это главный конструктор ЗАО «Новокраматорский машиностроительный завод», к.т.н. Ю.Н. Белобров и заведущий кафедрой металлургии стали ДонНТУ, д.т.н. А.Н. Смирнов, ставшие лауреатами Государственной премии Украины в области науки и техники (2002 г) за значительный вклад в развитие теории и практики непрерывной разливки стали, разработку, создание и внедрение первой отечественной сортовой МНЛЗ в конвертерном цехе Енакиевского металлургического завода, а также написание монографии [7], в которой нашли отражение последние достижения мировой практики получения качественной непрерывнолитой заготовки. В последующие годы их успешная научно-практическая деятельность, связанная с разработкой математических моделей расчета параметров тепловых процессов, протекающих в кристаллизаторе и зоне вторичного охлаждения, а также проведением реконструкций действующих машин непрерывного литья заготовок на нескольких металлургических предприятий Украины и Российской Федерации, отмечена государством высокими наградами. Белобров Ю.Н. в 2004 году был удостоен звания Героя Украины, а А.Н. Смирнов в 2008 - Заслуженного деятеля науки и техники Украины. Следует также отметить, что большая часть представителей инженерно-технический персонала, обслуживающего механическое оборудование машин непрерывного литья заготовок, эксплуатируемых в сталеплавильных цехах металлургических предприятий городов Донецка и Курахово, обучалась в разные годы на кафедре МОЗЧМ.
В настоящее время, осознавая острую необходимость в подготовке высококвалифицированных специалистов, способных в ближайшем будущем решить задачу сокращения имеющегося отставания от передовых мировых держав в области непрерывной разливки стали, в учебном процессе в качестве приоритетного направления педагогической деятельности преподавателей кафедры признана индивидуальная работа со студентами по привлечению их к участию в научных исследованиях, связанных с расчетом и конструированием узлов и агрегатов, входящих в состав МНЛЗ нового поколения. С целью поощрения тех из них, кто не только имеет отличные оценки, а и достиг ощутимых успехов в поиске и проработке новых технических решений с использованием средств компьютерного проектирования, по просьбе коллектива кафедры приказом ректора Донецкого национального технического университета А.А.Минаева в этом году учреждены три именные стипендии Героя Украины Ю.Н. Белоброва. Примечательным является то, что первыми стипендиатами стали студенты, у которых тематика НИРС и выполненных курсовых проектов напрямую связана с конструированием современных разливочных систем промежуточных ковшей МНЛЗ. После получения квалификации бакалавра эти ребята успешно поступили в магистратуру. Есть все основания надеяться на то, что они в ближайшем будущем станут достойными преемниками и продолжат славные традиции, сложившиеся за прошедшие десятилетия в результате научно-технического сотрудничества между специалистами кафедры и сталеплавильных цехов металлургических предприятий города Донецка. Техническое перевооружение одного из них в рамках запланированной коренной реконструкции будет связано с выводом из эксплуатации мартеновских печей и монтажом электродуговых, а также строительством двух высокопроизводительных машин непрерывного литья заготовок. Скорейшая реализация намеченных планов потребует притока высококлассных сотрудников, владеющих не только глубокими теоретическими знаниями, но и имеющих практические навыки работы с современными образцами машин, спроектированных с использованием последних достижений науки и техники. В таких условиях очень полезными окажутся накопленный опыт решения технических задач, а также прошедшие проверку временем формы взаимодействия между структурными подразделениями высшего учебного заведения и металлургического предприятия.
Таким образом, за прошедшие 50 лет с момента пуска первой в Украине промышленной установки непрерывной разливки стали сотрудники кафедры МОЗЧМ ДонНТУ активно участвовали в проведении исследований по ее совершенствованию и внесли заметный вклад в развитие теории расчета и конструирования основных узлов и агрегатов МНЛЗ, а также в подготовку высококвалифицированных специалистов, занятых обслуживанием оборудования для производства непрерывнолитой заготовки.
Библиографический список:
1. Исследование нагрузок на ролики зоны вторичного охлаждения вертикальной УНРС / М.З. Левин, Н.Г. Пироженко, Г.С. Клягин, Д.А. Дюдкин, А.М. Кондратюк // Известия вузов. Черная металлургия.- 1974.- № 2.- С. 148 – 151.
2. Уравновешивание привода качания кристаллизатора машин непрерывного литья заготовок / М.З. Левин, Н.Г. Пироженко, Д.А. Дюдкин, А.М. Кондратюк, В.Н. Бордюгов, Г.Н. Сидоренко // Известия вузов. Черная металлургия.- 1980.- № 4.- С. 152 – 156.
3. А.с. 427780. Устройство для контроля перекосов кристаллизатора / М.З. Левин, Г.С. Клягин, Д.А. Дюдкин и др.// Бюл. 1974.- № 18.
4. А.с. 467783. Механизм качания кристаллизатора / М.З. Левин, Н.Г. Пироженко, Д.А. Дюдкин и др. // Бюл. 1975.- № 15.- с. 18.
5. Механическое оборудование сталеплавильных цехов / М.З. Левин, В.Я. Седуш, В.И Мачикин и др.- Киев-Донецк: Вища школа, 1985.- 165 с.
6. Дюдкин Д.А. Качество непрерывнолитой заготовки.- К.: Техніка, 1988.- 253 с.
7. Процессы непрерывной разливки / А.Н. Смирнов, В.Л. Пилюшенко, А.А. Минаев и др.- Донецк: ДонНТУ, 2002.- 536 с.
© Еронько С.П., 2010