Электрошлаковое литье
Электрошлаковос литье (ЭШЛ) – это способ получения фасонных отливок в водоохлаждаемой металлической литейной форме – кристаллизаторе, основанный на применении электрошлакового переплава расходуемого электрода. Отливку получают переплавом электродов из металла требуемого химического состава. Источником теплоты при ЭШЛ является шлаковая ванна, нагреваемая проходящим через нее электрическим током (рисунок 7.7).
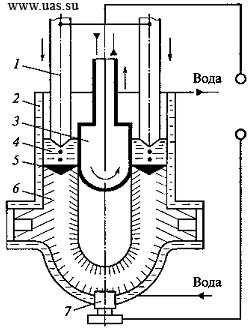
Рисунок 7.7 – Схема получения отливки электрошлаковым литьем: 1 – электроды (стрелками показано направление их движения); 2 – кристаллизатор; 3 – стержень (наружной стрелкой показано направление его движения вверх; фигурной стрелкой – направление потока охлаждающей воды); 4 – шлаковая ванна; 5 – расплав; 6 – отливка; 7 – затравка
В начале процесса в водоохлаждаемый медный кристаллизатор 2 заливают предварительно расплавленный шлак специального состава. Электрический ток подводится к переплавляемым электродам 1 и затравке 7 в нижней части кристаллизатора 2. Шлаковая ванна обладает малой электропроводностью. При прохождении через нее электрического тока выделяется большое количество тепла, что позволяет нагреть шлаковую ванну до 1700оС и выше. При этом погруженные в нее концы электродов оплавляются. Капли расплавленного металла проходят через шлаковую ванну 4, собираются в зоне кристаллизации, образуя под слоем шлака ванну металлического расплава 5. Металлическая ванна непрерывно пополняется в верхней части расплавом от плавящихся электродов и последовательно затвердевает в нижней части вследствие отвода теплоты через стенки кристаллизатора. При получении отливки 6 электроды по мере их оплавления и затвердевания отливки постепенно опускаются вниз. Для образования полости в отливке используют водоохлаждаемый металлический стержень 5, перемещающийся вверх.
Таким образом, суть процесса электрошлакового литья заключается в том, что приготовление расплава (плавка) совмещено по месту и времени с заполнением литейной формы. Поэтому при ЭШЛ отпадает необходимость в плавильных печах, приготовлении формовочных и стержневых смесей, формовке, литниковых системах и прибылях. Отливки характеризуются высоким качеством металла и поверхности.
Вместе с тем для изготовления отливки требуется достаточно сложная и дорогостоящая литейная форма, специальные заготовки – электроды из проката или полученные предварительно литьем.
Накопленный производственный опыт показывает, что наиболее выгодно использовать этот процесс для получения отливок из специальных сталей и сплавов и отливок ответственного назначения, к которым предъявляются повышенные требования к качеству металла и механическим свойствам.