Технология изготовления моделей
Технологический процесс получения моделей и блоков моделей состоит из приготовления модельных составов, изготовления моделей отливок и литниково-питающих систем, отделки и контроля моделей, сборки моделей в блоки.
Требования к модельным составам
Качество моделей зависит от свойств и технологии приготовления модельного состава. Для получения моделей используют различные модельные составы: выплавляемые, растворяемые, выжигаемые. Любой модельный состав должен удовлетворять определенным требованиям. В расплавленном состоянии модельный состав должен обладать хорошей жидкотекучестью для четкого воспроизведения конфигурации модели при заполнении полости пресс-формы и легкого и полного удаления из оболочковой формы. Температура плавления модельного состава должна быть невысокой (60 – 140оС), что облегчает изготовление моделей и их удаление из оболочковой формы. Температура размягчения модельного состава должна быть 35 – 45оС, т.е. превышать температуру помещений, где изготовляют и хранят модели, а также собирают их в блоки. Усадка состава при охлаждении и его расширение при нагреве должны быть минимальными и стабильными, чтобы точность моделей, а соответственно, и отливок была высокой. Модельный состав не должен прилипать к поверхности пресс-формы; химическое взаимодействие его с материалом пресс-формы недопустимо. После затвердевания в пресс-форме модельный состав должен обладать прочностью и твердостью, достаточными для того, чтобы модели не деформировались и не ломались на последующих операциях технологического процесса.
Модельный состав должен обеспечивать соединение частей моделей ли-бо сборку в блоки пайкой или склеиванием. Модельный состав должен смачиваться суспензией, но не растворяться в составляющих суспензии для оболочковых форм, не вступать с ними в химическое взаимодействие, иначе будет ухудшаться качество поверхности отливок. Зольность (твердый остаток) состава при нагреве оболочковых форм в процессе прокаливания должна быть минимальной. Плотность состава также должна быть минимальной, что облегчает работу с моделями, блоками моделей, особенно в случае больших их размеров. Так как модельный состав должен быть выплавлен в горячей воде и без лишних трудовых затрат возвращен в производство моделей, его плотность должна быть ниже плотности воды (1000 кг/м3). Свойства модельного состава не должны изменяться перед повторным использованием, т. е. он должен быть пригодным для многократного использования. Кроме того, модельный состав должен быть безвредным для жизни людей и для окружающей среды на всех этапах технологического процесса, не должен содержать дефицитных компонентов, а технологии его приготовления и изготовления из него моделей должны быть простыми.
В зависимости от требований к качеству отливок и характера производства (единичное, серийное, массовое) те или иные свойства модельного состава становятся наиболее важными, определяющими. Поэтому в соответствии с конкретными условиями производства применяют различные модельные составы.
Исходные материалы для модельных составов. Для приготовления модельных составов наибольшее применение в производстве нашли следую-щие исходные материалы.
Парафин – смесь углеводородов предельного ряда (алканов) с общей формулой химического состава СnН(2n+2). Парафин получают при возгонке нефти, бурого угля, сланцев. По внешнему виду это белая масса с кристаллической структурой. Парафин пластичен, недорог, недефицитен. Температура размягчения парафина близка к 30оС.
Стеарин – смесь жирных кислот. Стеарин является продуктом переработки растительных и животных жиров. Это дорогой и дефицитный материал, который склонен к взаимодействию с формовочными материалами.
Церезин – смесь углеводородов метанового ряда. Его получают переработкой озокерита из нефтяных церезиновых отложений на стыках нефтепроводов, а также путем реакции соединения СО и Н2 с последующей поликонденсацией. Это аморфный материал светло-желтого цвета, так называемый «горный воск». В соответствии с температурой каплепадения церезин маркируют как натуральный – марок 65 (температура капле падения 65 – 70оС), 70, 75, 80 и синтетический – марок 90, 93, 100. Он обладает повышенной пластичностью и теплостойкостью, но имеет высокую линейную усадку (до 1,1%), невысокие прочность и твердость. Для изготовления модельных составов чаще применяют более тугоплавкий синтетический церезин.
Буроугольный воск – продукт переработки бурого угля, смесь воска, смолы и асфальтоподобных веществ. Это однородный материал темно-бурого цвета, с температурой каплепадения около 90оС, обладает высокими прочностью и твердостью, но хрупкий, в жидком состоянии имеет высокую вязкость.
Канифоль – твердая составляющая смолы хвойных деревьев, представляющая собой смесь смоляных кислот. Это хрупкое стекловидное вещество желтого или коричневого цвета, имеет плотность 1000 – 1200 кг/м3. Канифоль размягчается в интервале температур 52 – 70оС.
Полистирол блочный – термопластичный материал, получаемый полимеризацией стирола (С2Н5–СН–СН2). Для изготовления модельных составов применяют блочный полистирол с низкой зольностью (около 0,04%). Плотность полистирола 1050 кг/м3, теплостойкость 70 – 80оС, усадка 0,2...0,8%. Полистирол – водостойкий материал, не растворяется в кислотах и щелочах, спиртах и бензине, растворим в эфирах и ароматических углеводородах, обладает высокой прочностью.
Полистирол вспенивающийся – бесцветные гранулы, содержащие основу – полистирол и порообразователь – изопентановую фракцию с температурой кипения 30 – 40оС. При нагреве до температур 80 – 100оС полистирольная основа гранул размягчается, а порообразователь испаряется, и его пары изнутри оказывают давление на стенки гранул. В результате этого гранулы увеличиваются в объеме, а их плотность уменьшается до 30 кг/м3. Этот материал используют для изготовления выжигаемых моделей.
Полиэтилен – термопластичный материал, получаемый полимеризацией этилена (Н2С=СН2). Высокомолекулярный полиэтилен (молекулярная масса Мr = 35000) твердый, прочный, эластичный материал, имеющий температуру размягчения 108 – 115оC и теплостойкость 90оС. Полиэтилен не взаимодействует с гидролизованным раствором этилсиликата.
Полиэтиленовый воск – низкомолекулярный полиэтилен (Мr = 200 – 3000). Это гранулированный материал белого цвета с температурой плавления 95 – 105оС, который хорошо растворяется в парафине и придает модельным составам прочность.
Кубовый остаток термического крекинга парафина – смесь предельных и непредельных углеводородов с температурой размягчения 35оС, обладающая высокой пластичностью и низкой прочностью.
Карбамид CO(NH2)2 – полный амид угольной кислоты (техническая мочевина) – кристаллический, хорошо растворимый в воде материал. Он плавится при 129 – 134°С и обладает в расплавленном состоянии высокой жидкотекучестью, т.е. хорошо заполняет пресс-формы. После затвердевания образует прочную и точную модель. Усадка карбамида ниже 0,1 %. При нагреве карбамид не имеет стадии размягчения, поэтому модели не деформируются вплоть до 100°С. Карбамид используют для изготовления растворяемых моделей.
Этилцеллюлоза – продукт переработки древесины, белый порошок с температурой плавления 160 – 180°С, хорошо растворяющийся в стеарине и церезине. Его прочность достигает 0,14 Н/мм2, линейная усадка – до 1,2%.
Модельные составы и их свойства
Перечисленные выше модельные ма-териалы в чистом виде для изготовления моделей отливок используются редко. Обычно с этой целью применяют модельные составы, которые представляют собой смеси модельных материалов в различных соотношениях. Изготовленные модельные составы классифицируют: по составу в зависимости от содержания основных компонентов; по свойствам в зависимости от прочности, температуры плавления и размягчения; по состоянию при введении в пресс-форму – жидкие, пастообразные, твердые; по способу удаления из оболочковых форм – выплавляемые, растворяемые, выжигаемые, испаряемые.
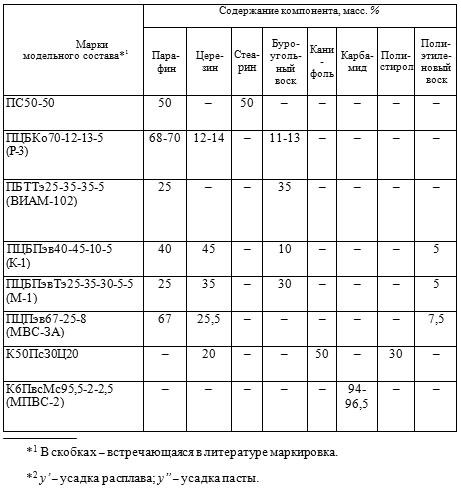
В зависимости от требований к качеству отливок, серийности производства чаще других используют модельные составы, сведения о которых содержатся в таблице 2.1.
Таблица 2.1 – Некоторые употребляемые модельные составы

Приготовление модельных составов. Легкоплавкие модельные составы приготовляют расплавлением составляющих в водяных или масляных банях с электрическим обогревом. Исходные материалы перед загрузкой измельчают до кусков размером 30 – 50 мм для ускорения плавления, а их загрузку ведут в порядке возрастания температур плавления или растворимости материалов. Расплавленный модельный состав перемешивают и фильтруют через металлическое сито № 02. Готовый модельный состав используют для изготовления моделей или разливают в изложницы для последующего употребления.
Парафин-стеариновые составы с добавками и составы с буроугольным воском марки Р-3 перемешивают особенно тщательно. Если составы содержат этилцелюлозу, то сначала расплавляют материалы, в которых этилцеллюлоза хорошо растворяется (например, церезин, стеарин). При этом доводят температуру состава до 120 – 140оС и при непрерывном перемешивании вводят этил-целлюлозу, просеянную через сито № 02. После растворения этилцеллюлозы вводят остальные материалы. Модельный состав тщательно перемешивают и фильтруют через сито № 02.
Пастообразные модельные составы приготовляют охлаждением жидкого состава при непрерывном перемешивании в специальных смесителях, при этом удается замесить в модельный состав 8 – 12 об. % воздуха. Для этой цели используют лопастные, поршневые, шестеренные и другие смесители.
Тугоплавкие модельные составы приготовляют в тигельных поворотных электропечах с терморегуляторами, тигли которых изготавливают из коррозионно-стойких сталей, не взаимодействующих с модельным составом. Для приготовления модельных составов типа канифоль-полистирол-церезин сначала плавят церезин, затем вводят канифоль и нагревают состав до 140 – 150оС. Подученный расплав фильтруют, нагревают до 220оС и, постепенно перемешивая, засыпают полистирол. Затем модельный состав выдерживают 30...40 мин, охлаждают до 180оС, снова выдерживают до полного выделения пузырей газа и заливают в пресс формы.
Растворимые модельные составы приготовляют сплавлением составляющих в тигельных электропечах. Перед расплавлением карбамид высушивают при температуре 100 – 110оС для удаления влаги. Высушенную соль расплавляют совместно с гидроксидом бора (пластификатором) в металлических тиглях из коррозионно-стойкой стали при температуре 120 – 130оС. Расплав фильтруют и запивают в пресс-формы. Высокая по сравнению с легкоплавкими составами теплопроводность модельного состава способствует быстрому затвердеванию моделей в пресс-форме. Процесс получения растворимых моделей менее длительный и малооперационный.
Карбамидные составы гигроскопичны, поэтому воздух в помещении, где модели должны храниться, должен быть сухим.
Выжигаемые модельные составы приготовляют перемешиванием гранул вспенивающегося полистирола со смачивателем и пластификатором. Вначале в гранулы вводят 10%-ный спиртовой раствор бутилового эфира стеариновой кислоты (бутилстеарат) при содержании 0,03 – 0,05 мас. % полистирола. После тщательного перемешивания вводят смачиватель – 0,01 –0,03% 10%-ного водного раствора полиэтиленоксида.
Качество моделей, а следовательно, и отливок, надежность технологических процессов изготовления моделей и оболочковых форм зависят от свойств модельных составов. Поэтому в процессе производства свойства модельных составов систематически контролируют. Важнейшими показателями свойств модельных составов являются усадка, прочность, стойкость к деформациям при комнатной температуре, плавкость, твердость, зольность, термическое расширение, текучесть, содержание воздуха в пасте.
Изготовление моделей
Процесс изготовления моделей включает в себя подготовку пресс-формы, заполнение пресс-формы модельным составом, выдержку для затвердевания и охлаждения модели, разборку пресс-формы и извлечение модели, выдержку модели до окончания усадки. При подготовке пресс-формы ее рабочую полость и поверхность разъема очищают от остатков модельного состава. Затем наносят на поверхность рабочей полости смазочный материал (трансформаторное масло) или распыляют сжатым воздухом эмульсию (касторовое масло и спирт в соотношении 1:1 по массе). Смазочный материал должен быть нанесен ровным слоем.
Получение качественных моделей зависит от температуры пресс-формы. При температуре ниже оптимальной модель имеет спаи, недоливы; при превышении оптимальной температуры увеличивается длительность цикла изготовления модели, возрастает усадка модели. Каждому модельному составу соответствует интервал температур пресс-формы, при котором получают качественные модели. Например, для парафин-стеариновьгх составов этот интервал 22 – 27оС.
Заполнение пресс-форм модельным составом в производстве чаше всего осуществляют свободной заливкой и заливкой под давлением жидкого модельного состава, а также запрессовкой пастообразного модельного состава. Реже используют запрессовку твердого модельного состава в пресс-формы. Для технологических целей модели собирают в блоки. Блоком моделей называют модели отливок, соединенные в одно целое с моделью литниковой системы. Сборку осуществляют пайкой в кондукторах, механическим скреплением, склеиванием.