Огнеупоры для футеровки кислородных конвертеров
Условия службы футеровки кислородного конвертера следующие: ударные нагрузки, химическое воздействие шлаков и металла, интенсивное истирание потоками металла, шлака и конвертерных газов. В различных частях конвертера воздействие этих факторов различно, поэтому для футеровки используются огнеупоры различных типов.
Конструктивно футеровка состоит из арматурного и рабочего слоев, в отдельных случаях выделяют промежуточный (выравнивающий) слой обмазки из периклазового или периклазохромитового порошка и препарированной каменноугольной смолы.
Арматурный слой выполняют из обожженного периклазового, периклазохромитового или хромопериклазового кирпича, набранного насухо с применением тонкоизмельченного порошка соответствующего состава. Непосредственно на корпус конвертера укладывают слой асбеста, затем арматурный слой толщиной 230 мм.
При использовании безобжиговых периклазоизвестковых огнеупоров на смоляной связке (ПИБС) футеровку рабочего слоя цилиндрической части ведут в два ряда с перевязкой слоев между собой. кладку ведут без оставления температурных швов.
Горловину конвертера футеруют ПИБС, верхние несколько рядов – периклазохромитовым обожженным кирпичом.
Разрушение кладки днища происходит под воздействие ударных нагрузок и взаимодействия с металлом.
Цилиндрическая часть разрушается в результате взаимодействия со шлаком. Наиболее изнашиваемой является область в районе цапф. Для повышения длительности компании эту зону как бы «размазывают» по высоте, увеличивая толщину футеровки днища и рабочего слоя.
Футеровка горловины должна противостоять резким температурным колебаниям, выдерживать сильные механические удары и сотрясения при загрузке шихты и удалении с поверхности кладки настылей. Поэтому здесь так же используют обожженные периклазохромитовые огнеупоры.
Сталевыпускное отверстие футеруют периклазовыми или периклазоуглеродистыми блоками. Между кожухом и блоками укладывают набивную массу.
Эффективность использования футеровки конвертера оценивают по формуле

где Pф – масса рабочего слоя новой футеровки;
Pост – остаточная масса футеровки (удаляемой при ремонте).
Значение  колеблется от 35 до 80 % в зависимости от состава футеровки и ее конструкции.
колеблется от 35 до 80 % в зависимости от состава футеровки и ее конструкции.
Таким образом, если бы футеровку рабочего слоя выполняли из огнеупоров одного типа и одной толщины по высоте рабочего пространства, ее износ был бы неравномерен, и эффективность ее использования была бы минимальной. Поэтому используют огнеупоры разных типов и варьируют толщину футеровки. Такая футеровка называется зонной дифференцированной. Она позволяет повысить компанию конвертера по футеровке на 50-100 плавок.
Существенный прогресс в этом направлении достигнут при использовании огнеупоров нового типа – периклазоуглеродистых.
Дело в том, что наличие углерода в форме графита ограничивает глубину пропитки огнеупора металлом и шлаком, что понижает скорость износа рабочего слоя до 0,5-0,6 мм/плавку. Для сравнения приведены опытные данные по другим типам огнеупоров в таблице 8.1.
Таблица 8.1 – Скорость износа конвертерной футеровки
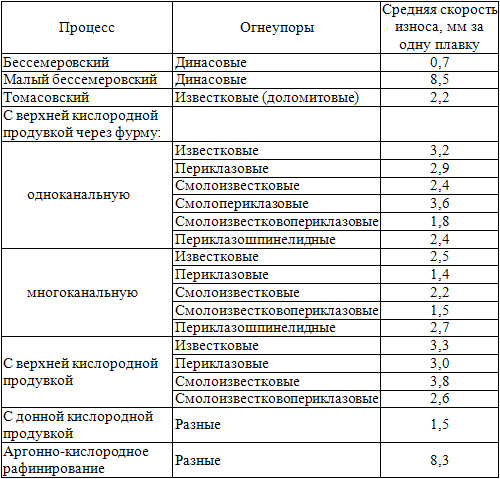
Как видно из таблицы, наименьшую скорость износа показывает кислая динасовая футеровка бессемеровского конвертера. Но при увеличении длительности плавки в малом бессемеровском конвертере она возрастает в 12 раз. Основная футеровка при донной продувке воздухом изнашивается в 3 раза быстрее кислой. Наилучшие результаты показывают смолоизвестковопериклазовые, смолоизвестковые и периклазошпинелидные огнеупоры. При переходе на верхнюю многосопловую продувку скорость износа всех типов футеровок понижается.
Высокая скорость износа огнеупоров при аргонокислородном рафинировании объясняется высокой температурой и большой длительностью процесса.
Содержание углерода в смолосвязанных огнеупорах после коксующего обжига составляет 2-5 %. В периклазоуглеродистых его содержание может достигать 25 30 % и, что особенно важно, он находится в виде графита.
Углерод образует защитную пленку на поверхности зерен минеральных составляющих, а при высокой температуре вступает с ним во взаимодействие с образованием карбидов и оксикарбидов металлов, что повышает термическую и коррозионную устойчивость огнеупора. Кроме того, при окислении углерода образующийся газообразный оксид препятствует проникновению шлака и металла в глубь огнеупора.
Применение периклазографитовых огнеупоров не решило само по себе проблему равностойкости различных элементов рабочего пространства, о чем свидетельствует опыт Магнитогорского металлургического комбината. Наиболее изнашиваемыми участками, лимитирующими эксплуатацию конвертера, являются зоны слива в районе цилиндрической части и верхнего конуса, повалочные карманы между цапфами и загрузкой и район горловины. Выявлен также интенсивный износ нижней части футеровки конвертера. Такой анализ позволил скорректировать схему применения огнеупоров и довести стойкость футеровки до 4230 плавок.
На комбинате «Азовсталь» с целью повышения эффективности использования футеровки применяют зонную кладку в соответствии с прилагаемой схемой (рис. 8.1). Это перииклазоуглеродистые огнеупоры на пековой связке. Кроме того, используют и преиклазографитовые огнеупоры.
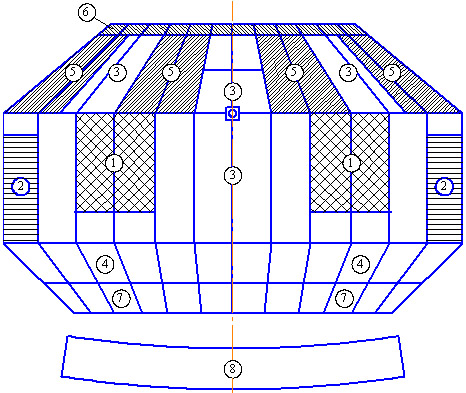
Рисунок 8.1 – Схема футеровки конвертера с использованием периклазоуглеродистых огнеупоров различных типов производства фирмы «Фематек» (ФРГ), 1 – цапфенная зона (ANCARBON CX93X, ANCARBON CX73X); 2 – ударная зона скрапа (ANKER CX90X, ANKER CX70X, ANKER CX30X); 3 – шлаковая зона (ANCARBON CX92, ANCARBON CX72, ANCARBON SX32); 4 – нижний конус (ANCARBON SX32, ANKER SX30, ANKER TT1); 5 – верхний конус (ANKER SX30, ANKER TT1); 6 – горловина (ANCARBON BX13, ANCARBON PB13, ANKER T25); 7 – нижний конус в зоне днища (ANKER TT1, ANKER TT8); 8 – днище (ANKER CX90, ANKER CX70, ANKER SX30, ANCARBON SX32)
На футеровку 350 т конвертера идет 600 т кирпича стоимостью 900 $/т. При расходе 1 кг/т кампания футеровки составит 1700 плавок. Это огнеупоры производства фирмы «Фематек» (ФРГ).
На комбинате «Северсталь» (Череповец, Россия) испытаны конвертерные огнеупоры различных производителей (табл. 8.2).
Таблица 8.2 – Некоторые эксплуатационные характеристики футеровки конвертеров ОАО «Северсталь»
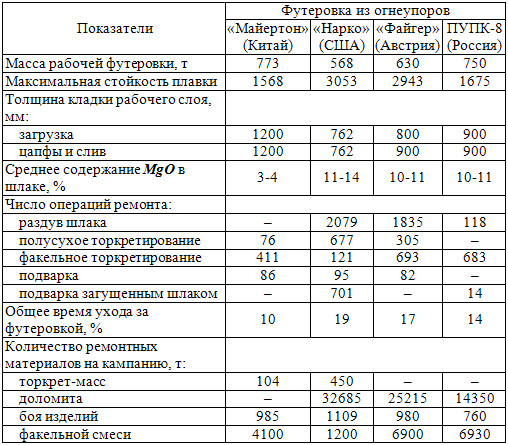
Наибольшая стойкость достигнута при использовании огнеупоров США и Австрии. Но надо отметить, что, несмотря на подробную информацию, приведенных данных недостаточно, чтобы сделать заключение о преимуществах того или иного типа изделий. Для этого необходимо знать удельный расход и цену материалов, используемых при уходе за футеровкой.
Соответствующие сведения без привязки к условиям поставки и потребления приведены на рис. 8.2, откуда следует, что существует оптимальное соотношение между расходом огнеупоров, торкрет-масс и удельными затратами на 1 т стали.
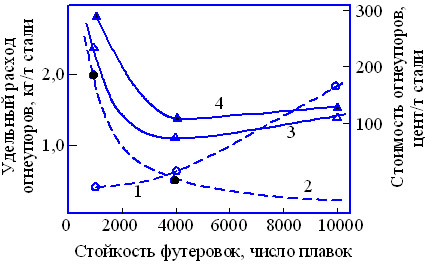
Рисунок 8.2 – Зависимость расхода и стоимости огнеупоров от стойкости футеровки конвертера: 1 – расход торкрет-масс; 2 – расход кирпича; 3 – общий расход огнеупоров; 4 – стоимость огнеупоров
Все это, однако, не умаляет роли технологических факторов в вопросе повышения стойкости огнеупорной футеровки.
Проведенные на ОАО «Днепропетровский металлургический завод им. Петровского» исследования показали, что стойкость периклазоуглеродистой футеровки понижается с увеличением содержания кремния в чугуне и с увеличением количества плавок с додувками. Существует оптимальная основность шлака (3,1-3,2), оптимальная интенсивность работы конвертера (23-26 плавок в сутки), оптимальное содержание MgO в шлаке (7-8 %).
К неблагоприятным факторам следует отнести повышенное содержание FeO в шлаке, повышение температуры продувки и ее продолжительности, а также количество загружаемых флюсующих добавок.
Но, с другой стороны, при повышении основности шлака до определенного предела и количества оксида магния срок службы футеровки конвертера увеличивается. Таким образом, регулируя состав шлака, можно повысить стойкость футеровки.
Скорость растворения огнеупора в шлаке определяется диффузией компонентов огнеупора в шлаке. Если это так, то скорость растворения периклаза можно выразить уравнением
Увеличение MgO в конечных шлаках достигается введением материалов с высоким содержания MgO и быстрым растворением этих материалов. На комбинате ММК используют саморазрушающиеся магнезиальные гранулы производства комбината «Магнезит». Их состав в зависимости от марки такой:

Большие потери при прокаливании вызывают быстрое разрушение гранул и растворение их в шлаке.
Присадку гранул на конвертерный шлак производят после выпуска плавки. Затем шлак раздувают азотом, что и позволило достичь высокой стойкости футеровки.
За счет применения технологии раздува шлака и других мероприятий фирма LTV (США) достигла рекордной стойкости 15658 плавок.
Из других способов повышения стойкости футеровки следует отметить подварки и факельное торкретирование.
Как уже отмечалось, рабочую футеровку конвертера выполняют в два оката. В последние годы стали выполнять в один окат. Дело в том, что при двухокатной футеровке, даже в случае ее выполнения в перевязку, первый (наружный) слой при остаточной толщине примерно 100 мм обрушался, что вело к замене и второго оката.
Переход на одноокатную схему позволяет использовать всю оставшуюся толщину кладки. сократить ее износ до 0,3 мм на плавку и увеличить продолжительность кампании примерно на 300 плавок и снизить расход огнеупоров до 1,5-1,7 кг/т стали.
Наиболее слабым местом в футеровке любого агрегата являются швы кладки, по которым происходит проникновение металла и шлака. Применение различного рода мертелей не обеспечивает равностойкость огнеупора и шва.
Углеродсодержащие огнеупоры укладывают без мертелей. Это предъявляет повышенные требования к точности размеров кирпичей. Отсутствие спекания углеродсодержащих кирпичей и блоков в местах контакта вызывает выпадение изделий из кладки при наклоне конвертера. Для повышения жесткости кладки и герметизации швов используют специальные клеевые композиции. Их использование превращает футеровку в единую монолитную структуру, что существенно снижает скорость окисления и коррозию углеродсодержащих изделий и устраняет одну из причин интенсивного износа футеровки.
Таки образом, использование для кладки рабочего слоя футеровки кислородных конвертеров периклазоуглеродистых, известковопериклазоуглеродистых огнеупоров, применение одноокатной схемы футеровки рабочего слоя, использование клеевых композиций при наборке футеровки, оптимизация температурного и шлакового режимов плавки, уход за футеровкой в процессе ее эксплуатации (подварки, факельное торкретирование, раздув шлака предыдущей плавки) позволяет резко, до 3000-4000 плавок, повысить кампанию кислородных конвертеров по футеровке.
Необходимо отметить, что имеются сообщения о повышении стойкости футеровки до 10000 плавок за кампанию. Эти сообщения носят, вероятно, рекламный характер и имеют целью показать возможность различных приемов ухода за футеровкой, в частности факельного торкретирования.