Керамическая технология и классификация керамики
Керамика является третьим наиболее широко используемым промышленностью материалом после металлов и полимеров. Она является наиболее конкурентоспособным по сравнению с металлами классом материалов для использования при высоких температурах. Большие перспективы открывает использование транспортных двигателей с деталями из керамики, керамических материалов для обработки резанием и оптической керамики для передачи информации. Это позволит снизить расход дорогих и дефицитных металлов: титана и тантала в конденсаторах, вольфрама и кобальта в режущих инструментах, кобальта, хрома и никеля в тепловых двигателях.
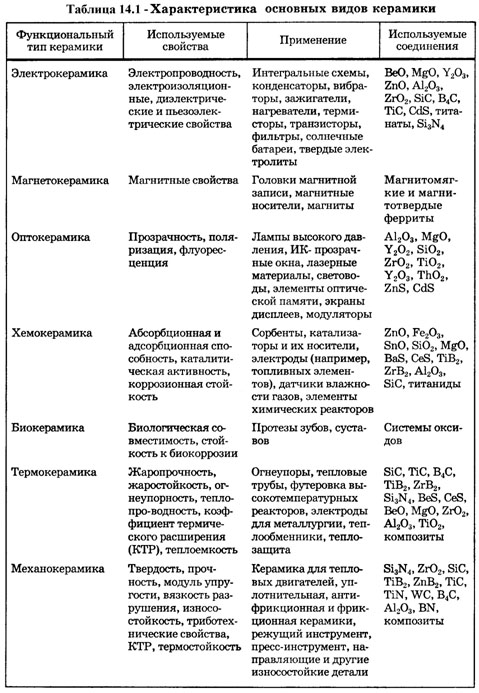
Основными разработчиками и производителями керамических материалов являются США и Япония. В таблице 14.1 приведена классификация основных видов керамики.
Керамическая технология предусматривает следующие основные этапы: получение исходных порошков, консолидацию порошков, т. е. изготовление компактных материалов, их обработку и контроль изделий.
При производстве высококачественной керамики с высокой однородностью структуры используют порошки исходных материалов с размером частиц до 1 мкм. Измельчение производится механическим путем с помощью мелющих тел, а также путем распыления измельчаемого материала в жидком состоянии, осаждением на холодных поверхностях из парогазовой фазы, виброкавитационным воздействием на частицы, находящиеся в жидкости, с помощью самораспространяющегося высокотемпературного синтеза и другими методами. Для сверхтонкого помола (частицы менее 1 мкм) наиболее перспективны вибрационные мельницы, или аттриторы.
Консолидация керамических материалов состоит из процессов формования и спекания. Различают следующие основные группы методов формования:
- Прессование под действием сжимающего давления, при котором происходит уплотнение порошка за счет уменьшения пористости;
- Пластичное формование выдавливанием прутков и труб через мундштук (экструзия) формовочных масс с пластификаторами, увеличивающими их текучесть;
- Шликерное литье для изготовления тонкостенных изделий любой сложной формы, в котором для формования используют жидкие суспензии порошков.
При переходе от прессования к пластичному формованию и шликерному литью увеличиваются возможности изготовления изделий сложной формы, однако усложняется процесс сушки изделий и удаления пластификаторов из керамического материала. Поэтому для изготовления изделий сравнительно простой формы предпочтение отдается прессованию, а более сложной – экструзии и шликерному литью.
При спекании отдельные частицы порошков превращаются в монолит и формируются окончательные свойства керамики. Процесс спекания сопровождается уменьшением пористости и усадкой.
Применяют печи для спекания при атмосферном давлении, установки горячего изостатического прессования (газостаты), прессы горячего прессования с усилием прессования до 1500 кН. Температура спекания в зависимости от состава может составлять до 2000 – 2200°С.
Часто применяются совмещенные методы консолидации, сочетающие формование со спеканием, а в некоторых случаях – синтез образующегося соединения с одновременным формованием и спеканием.
Обработка керамики и контроль являются основными составляющими в балансе стоимости керамических изделий. По некоторым данным, стоимость исходных материалов и консолидации составляет всего лишь 11 % (для металлов 43 %), в то время как на обработку приходится 38 % (для металлов 43 %), а на контроль 51 % (для металлов 14 %). К основным методам обработки керамики относятся термообработка и размерная обработка поверхности. Термообработка керамики производится с целью кристаллизации межзеренной стеклофазы. При этом на 20 – 30 % повышаются твердость и вязкость разрушения материала.
Большинство керамических материалов с трудом поддается механической обработке. Поэтому основным условием керамической технологии является получение при консолидации практически готовых изделий. Для доводки поверхностей керамических изделий применяют абразивную обработку алмазными кругами, электрохимическую, ультразвуковую и лазерную обработку. Эффективно применение защитных покрытий, позволяющих залечить мельчайшие поверхностные дефекты – неровности, риски и т. д.
Для контроля керамических деталей чаще всего используют рентгеновскую и ультразвуковую дефектоскопию.
Прочность химических межатомных связей, благодаря которой керамические материалы обладают высокой твердостью, химической и термической стойкостью, одновременно обусловливает их низкую способность к пластической деформации и склонность к хрупкому разрушению. Большинство керамических материалов имеет низкую вязкость и пластичность и соответственно низкую трещиностойкость. Вязкость разрушения кристаллической керамики составляет около 1 – 2 МПа/м1/2, в то время как для металлов она составляет более 40 МПа/м1/2.
Возможны два подхода к повышению вязкости разрушения керамических материалов. Один из них традиционный, связанный с совершенствованием способов измельчения и очистки порошков, их уплотнения и спекания. Второй подход состоит в торможении роста трещин под нагрузкой. Существует несколько способов решения этой проблемы. Один из них основан на том, что в некоторых керамических материалах, например в диоксиде циркония ZrO2, под давлением происходит перестройка кристаллической структуры. Исходная тетрагональная структура ZrO2 переходит в моноклинную, имеющую на 3 – 5 % больший объем. Расширяясь, зерна ZrO2 сжимают трещину, и она теряет способность к распространению (рисунок 14.1, а). При этом сопротивление хрупкому разрушению возрастает до 15 МПа/м1/2.
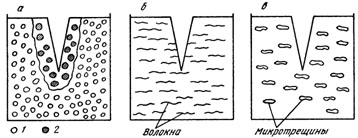
Рисунок 14.1 – Схема упрочнения конструкционной керамики включениями ZrO2 (а), волокнами (б) и мелкими трещинами (в): 1 – тетрагональный ZrO2; 2 – моноклинный ZrO2
Второй способ (рисунок 14.1, б) состоит в создании композиционного материала путем введения в керамику волокон из более прочного керамического материала, например карбида кремния SiC. Развивающаяся трещина на своем пути встречает волокно и дальше не распространяется. Сопротивление разрушению стеклокерамики с волокнами SiC возрастает до 18 – 20 МПа/м1/2, существенно приближаясь к соответствующим значениям для металлов.
Третий способ состоит в том, что с помощью специальных технологий весь керамический материал пронизывают микротрещинами (рисунок 14.1, в). При встрече основной трещины с микротрещиной угол в острие трещины возрастает, происходит затупление трещины и она дальше не распространяется.
Определенный интерес представляет физико-химический способ повышения надежности керамики. Он реализован для одного из наиболее перспективных керамических материалов на основе нитрида кремния Si3N4. Способ основан на образовании определенного стехиометрического состава твердых растворов оксидов металлов в нитриде кремния, получивших название сиалонов. Примером высокопрочной керамики, образующейся в этой системе, являются сиалоны состава Si3-хAlxN4-хOх, где х – число замещенных атомов кремния и азота в нитриде кремния, составляющее от 0 до 2,1. Важным свойством сиалоновой керамики является стойкость к окислению при высоких температурах, значительно более высокая, чем у нитрида кремния.