Инструментальные порошковые стали
Получение порошков быстрорежущих сталей осуществляется методами газового и водного распыления. Основные технологические операции получения порошковых заготовок инструмента методом газового распыления производятся в следующей последовательности (процесс ASEA-Stora): 1) распыление расплава азотом; 2) рассев фракций; 3) загрузка в контейнер; 4) вакуумирование, заполнение азотом и заварка контейнера; 5) холодное изостатическое прессование (ХИП) контейнера; 6) нагрев контейнера; 7) горячее изостатическое прессование (ГИП) контейнера; 8) пластическое деформирование заготовки; 9) изготовление окончательного сорта; 10) передача прутков на изготовление инструмента.
Схема процесса приведена на рисунке 11.2.
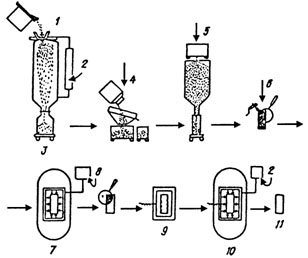
Рисунок 11.2 – Схема способа «ASEA – Stora»: 1 – заливка расплава; 2 – подача газа; 3 – распыление; 4 – рассев; 5 – заполнение контейнера порошком; 6 – заварка внешней крышки контейнера и контроль герметичности; 7 – ХИП; 8 – контроль герметичности; 9 – предварительный нагрев; 10 – ГИП; 11 – прессование заготовки
Метод порошковой металлургии позволяет получать инструментальные стали с более высокими физико-механическими и эксплуатационными свойствами.
Недостаток быстрорежущих сталей обычного передела заключается в неравномерном распределении карбидов. В порошковых сталях карбидной ликвации нет. Порошковая металлургия обеспечивает снижение потерь материала, уменьшение энергозатрат, а также необходимое изменение химического состава. За счет измельчения структуры и более равномерного распределения карбидов износостойкость порошковой быстрорежущей стали выше, чем обычной, в 1,5 – 3 раза.
Технология ГИП используется во многих странах, однако необходимость применения сложной аппаратуры снижает ее экономичность. Более экономичной считается горячая экструзия, при которой порошковые заготовки после спекания пористостью менее 10 % подвергают обжатию высокой степени (свыше 90 %).
Как правило, при производстве порошковой быстрорежущей стали ис-пользуются порошки с размером частиц менее 600 мкм. Температура спекания зависит от содержания углерода. Для стали с содержанием углерода 1 % она составляет 1240оС, при увеличении содержания углерода до 1,6 % – 1200°С.
Порошковая металлургия обеспечивает мелкозернистую структуру изделий из быстрорежущей стали, повышает их прочность и вязкость, а также износостойкость.
Порошковые высоколегированные инструментальные стали применяют также для штампов. Хромо-молибденовая сталь типа Х12М высокой плотно-сти используется для изготовления инструмента для ударного выдавливания.