Вакуумирование стали в ковше
Технологические процессы вакуумирования стали вносят весомый вклад в повышение качества металлопродукции, в связи с чем они получают все большее распространение. На современном этапе существует два основных способа вакуумирования стали: циркуляционное и камерное камерное вакуумирование.
Циркуляционное вакуумирование – процесс RH впервые осуществлен в Германии в 1959 г. фирмой Ruhrstahl – Heraeus. В способе циркуляционного вакуумирования используется эрлифтный эффект для обеспечения циркуляции металла в проточной вакуумной камере (рисунок 2.6).
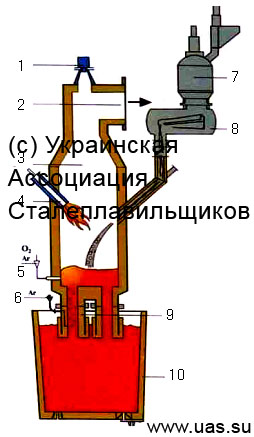
Рисунок 2.6 – Схема процесса циркуляционного вакуумирования стали: 1 – телекамера; 2 – подключение к вакуумной системе; 3 – камера RH-OB; 4 – подогрев камеры; 5 – кислородные и аргонные сопла; 6 – патрубок для подвода транспортирующего газа; 7 – шлюзовое устройство для ввода легирующих; 8 – лотковый дозатор; 9 – погружные трубы; 10 – сталеразливочный ковш
Камера имеет форму удлиненного цилиндра (высота до 11 м), а в металл ковша погружают два патрубка, в один из которых на двух – трех уровнях через трубки из нержавеющей стали подают аргон в количестве от 0,5 до 1,5 м3/мин.
Современные установки оборудуют стационарными камерами, а ковш с металлом подают на специальной тележке с гидравлическим подъемом ковша на высоту, необходимую для погружения патрубков в металл. Одновременно подают аргон и включают вакуумные насосы. Во всасывающем патрубке газ нагревается, увеличиваясь в объеме, поднимается вверх, увлекая металл, в камеру поступает смесь из одной части металла и 10 объемных частей газа со скоростью более 5 м/с, фонтанируя на высоту до 10 м и создавая многократно увеличивающуюся поверхность газ – металл. Дегазированный металл стекает в ковш сливным патрубком. Таким образом, обеспечивается циркуляция стали через камеру. Подача аргона на разных уровнях с разным давлением повышает скорость циркуляции, интенсифицирующей дегазацию металла.
Скорость циркуляции повышается при увеличении диаметра всасывающего патрубка и расхода аргона, достигая 100 т/мин. В конце обработки металл раскисляют и легируют, усредняя химический состав еще в течение 2 мин.
Метод RH и конструкция агрегата позволяет в потоке аргона вводить порошкообразную смесь СаО+СаF2, обеспечивая высокую степень десульфурации уже при расходе смеси около 3 кг/т, потому что металл содержит минимальное количество поверхностно активного кислорода. Для компенсации затрат тепла, в камеру вдувают кислород, предусматривая в металле соответствующее превышение содержания углерода. Вариант такой технологии назван VOF процессом (Vacuum – oxygen – flux).
В RH процессе из-за большой поверхности излучения металлом увеличиваются потери тепла и ухудшаются условия работы графитовых нагревателей при попадании на них брызг металла. Поэтому на некоторых установках обеспечивается индукционный нагрев металла в патрубках.
Современные установки снабжаются устройствами для отбора проб, измерения температуры и окисленности металла.
В настоящее время основным способом вакуумирования стали является способ камерного вакуумирования, который имеет широкие технологические возможности рафинирования стали под вакуумом, простую конструкцию и требует меньших капитальных затрат. Кроме того, объем работ по обслуживанию камерного вакууматора минимален, а процесс обработки достаточно надежно контролируем и управляем. Оборудование камерного вакууматора не контактирует с жидкой сталью (рисунок 2.7), не требует специальных огнеупоров для футеровки, нет необходимости в ее предварительном подогреве, на показатели процесса не влияет периодичность и темп работы.
Основными разновидностями процесса камерного рафинирования являются процессы VD – Vacuum Degassing и VOD & VD – OB – Vacuum Oxygen Decarburization & Vacuum Decarburization – Oxygen Blowing позволяющие производить глубокую дегазацию металла, раскисление и обезуглероживание (рисунок 2.8).
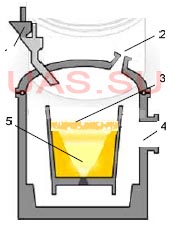
Рисунок 2.7 – Схема процесса камерного вакуумирования стали: 1- бункер для легирующих компонентов; 2 – ковш с металлом; 3 – аргон; 4 – крышка вакуумкамеры; 5 – вакуумкамера
В состав камерной установки для вакуумирования стали в ковше входит: высокопроизводительный пароэжекторный вакуумный насос, вакуумкамера с крышкой и вакуумпровод.
Основные технические параметры пароэжекторного вакуумного насоса ПЭВН 500x0,5, который может использоваться для камерного вакуумирования представлены ниже:
- рабочее давление на входе в основной насос, 0,5 мм рт.ст.;
- давление (абс.) на выходе из насоса, 830 мм рт.ст.;
- производительность насоса по сухому воздуху с t=20 oС при рабочем давлении на входе, 500 кг/ч;
- продолжительность откачки вакуумкамеры и вакуумпровода от атмосферного давления до рабочего, 6 мин.
Вакуумная камера состоит из двух основных частей: собственно камеры и крышки. Крышка установлена на транспортной тележке и может вертикально перемещаться с помощью гидропривода.
Основные элементы вакуумкамеры: корпус вакуумкамеры с уплотнительным каналом; стенд с направляющими для установки ковша; отверстие-мембрана с термодатчиком для аварийного слива стали; соединительный патрубок вакуумпровода с камерой; система подачи аргона и азота для разгерметизации.
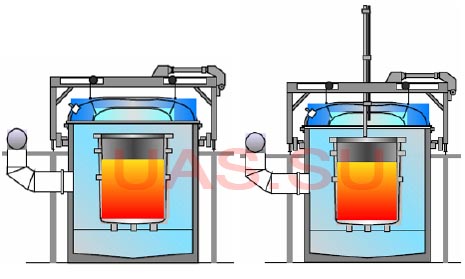
Рисунок 2.8 – Схема процесса VD (слева) и VOD & VD – OB (справа)
Крышка с тележкой вакуумкамеры размещает следующие устройства: защитный тепловой экран с элементами подвода и отвода охлаждающей воды; систему телевизионного контроля процесса вакуумной обработки; устройство отбора проб и замера температуры; фурму для продувки стали кислородом (при необходимости); шлюзовые устройства для ввода раскисляющих, легирующих и шлакообразующих добавок. Во избежание выплесков шлака и металла из ковша во время обработки свободный борт ковша увеличивают на 0,6-1 м.
В зависимости от решаемых задач технологические варианты ковшевого вакуумирования позволяют эффективно рафинировать расплав на любой стадии внепечной обработки.
Вакуумирование нераскисленной стали позволяет наиболее полно реализовать общеизвестные преимущества углерода как раскислителя. Благодаря вакууму равновесие реакции взаимодействия растворенных в стали углерода и кислорода сдвигается в сторону образования газообразных продуктов, что позволяет дополнительно раскислить сталь углеродом и уменьшить количество оксидных включений, образующихся в ходе окончательного глубинного раскисления металла. Однако в промышленных вакуумных установках равновесие между углеродом и кислородом, растворенными в стали, не достигается. Основные причины этого явления заключаются в следующем:
- при исключительно малых концентрациях взаимодействующих веществ, скорость химической реакции уменьшается настолько, что не позволяет за время обработки даже приблизиться к состоянию термодинамического равновесия;
- практика промышленного вакуумирования показывает, что даже небольшое количество FeO в рафинировочном шлаке (до 1%) в значительной степени способствует тому, что равновесие реакции не достигается.
Так, при давлении в 100-200 Па расчетное произведение равновесных концентраций углерода и кислорода составляет около 2,5-5,9x10-6, однако ход реакции обезуглероживания (раскисления углеродом) прекращается вблизи равновесной кривой, соответствующей Р = 1-10 кПа, т. е. реальная остаточная концентрация углерода и кислорода в стали после вакуумирования на несколько порядков выше равновесной, рассчитанной в тонком приповерхностном слое металла в ковше. Поэтому возникает задача обеспечения за счет раскисления углеродом под вакуумом максимально возможного снижения концентрации кислорода в стали, величина которого позволяет избежать образования в металле жидких или твердых продуктов раскисления после ввода добавок.
В связи с этим для обеспечения высокой степени реализации раскислительной способности углерода в условиях вакуума необходимо:
- применять основную футеровку сталеразливочных ковшей, в состав которой входят трудновосстановимые оксиды;
- поддерживать высокую основность шлака и минимальное содержание оксидов железа в нем;
- перемешивать расплав в ковше инертным газом для облегчения условий зарождения продуктов реакции окисления углерода.
Как показывает практика, при содержании углерода в стали около 0,50 % за счет вакуумно-углеродного раскисления концентрацию кислорода в металле удается понижать до 0,002-0,003 %, что ниже равновесной с содержанием кремния, но выше равновесной с растворенным в металле алюминием. Поэтому при вводе кремния в металл после вакуумноуглеродного раскисления первичные эндогенные включения не образуются. За счет снижения содержания растворенного в стали кислорода путем раскисления углеродом под вакуумом последующее осаждающее раскисление протекает с минимальным угаром раскислителей. Такой способ обработки рекомендуется для производства свободной от крупных оксидных включений и их локальных скоплений особо чистой стали.
Для предотвращения чрезмерно бурного развития под вакуумом реакции окисления углерода проводят частичное раскисление стали путем повышения в ней содержания кремния и (или) алюминия. Благодаря перемешиванию металла и применению сравнительно небольшого количества раскислителей, возможно достижение такой же высокой степени чистоты стали по оксидным включениям, как и при вакуумировании стали в нераскисленном виде.
При обработке частично раскисленной стали (0,15 % Si и 0,005% Аl) реакция окисления углерода начинается при давлении 30-50 кПа. Дальнейшее снижение давления до 100-200 Па позволяет постепенно увеличить интенсивность кипения, которое достигает своего наибольшего значения и поддерживается в течение некоторого времени на определенном регулируемом уровне. Затем наступает постепенное затухание процесса кипения.
Рафинирование расплава при ковшевом вакуумировании обусловлено тем, что дополнительное (к продувке аргоном) интенсивное выделение из глубинных слоев металла пузырей оксидов углерода, образующихся в результате смещения равновесия между растворенными углеродом и кислородом при понижении давления, создает мощные турбулентные потоки, охватывающие весь объем металла. При таком характере кипения шлак уносится в глубь ковша и дробится, значительно увеличивая межфазную поверхность, что обеспечивает дополнительное возрастание скорости потока кислорода из шлака в металл. Это способствует дальнейшему развитию реакции окисления углерода и значительному увеличению объема выделяющегося оксида углерода. Интенсивное кипение ванны создает необходимые кинетические условия для протекания реакции взаимодействия углерода с кислородом и выделения растворенного водорода и азота.
В зависимости от количества окисляемого углерода и доли оксидов железа в покровном шлаке можно получить заданное содержание кислорода в металле. В течение всего периода дегазации проводится наблюдение за поведением металла под крышкой вакуумной камеры. Скорость набора вакуума регулируется в зависимости от интенсивности кипения. В отдельных случаях, для предотвращения чрезмерно бурного вскипания расплава и перелива его через край ковша, в вакуумную камеру подают нейтральный газ. При перемешивании расплава инертным газом его расход по мере снижения давления в вакуумной камере необходимо понижать, чтобы исключить чрезмерно бурную продувку. Вакуумная обработка частично раскисленного металла заканчивается тогда, когда кипение металла при достигнутом конечном давлении затухает.
Снижение температуры металла в ковше массой 100 т при вакуумной обработке составляет от 70 до 80 oС, а собственно вакуумная обработка частично раскисленной стали (глубокий вакуум) продолжается 15-20 мин.
По окончании вакуумирования проводится отключение насосов и в течение 1-2 мин в вакуумную камеру подается нейтральный газ или вначале - нейтральный газ, а затем воздух. Газообразные продукты реакции увеличивают объем и площадь поверхности пузырей аргона и при прочих равных условиях облегчают экстракцию растворенного в металле водорода и азота, поэтому дегазация при вакуумировании нераскисленной и полураскисленной стали проходит быстрее и полнее, чем в случае глубоко раскисленной.
Вместе с тем, способ вакуумирования нераскисленной и полураскисленной стали не гарантирует получение низкого содержания газов в готовой продукции в силу ряда причин, одна из которых заключается в том, что, после окончания вакуумной обработки, как правило, требуется проведение нагрева, перемешивания, легирования, раскисления, науглероживания и десульфурации.
С другой стороны, при обработке расплавов промышленной чистоты эффективность удаления азота обычно не превышает 15-30 %. При этом анализ влияния состава металла на результаты обработки дает основания полагать, что уменьшение эффективности дегазации непосредственно связано с наличием в расплаве поверхностно-активных веществ.
Этот факт подтверждается рядом исследований, на основании которых, например, установлена тесная зависимость между концентрацией азота и серы в стали по окончанию обработки. Так, при уменьшении концентрации серы в стали с 0,010 % до 0,003 % за счет десульфурации металла рафинировочным шлаком в ходе вакуумной обработки содержание азота (начальная концентрация [N]=0,0050 %) снижается на 12 и 18 %, соответственно. При этом эффективность деазотации стали существенно увеличивается, когда остаточное содержание серы в металле составляет не более 0,003%. В последнем случае происходит стабильное удаление азота с 110 ррm до 70 ррm при обычном вакуумировании в течение 10 мин и даже до 40 ррm в случае более продолжительного вакуумирования.
Таким образом, если главной задачей вакуумирования является удаление из металла газов (водорода и азота), то следует стремиться к получению в расплаве минимального содержания поверхностно-активных примесей. Таким требованиям соответствует глубоко раскисленная сталь на конечной стадии ковшевой обработки.
Для получения низкого содержания водорода и азота широко применяют технологию вакуумирования раскисленной стали непосредственно перед разливкой, которая может сочетаться с экстракционным удалением серы путем параллельной с вакуумированием обработкой рафинировочным шлаком.
Для обеспечения достаточной площади поверхности раздела взаимодействующих фаз вакуумную обработку раскисленной стали совмещают с продувкой расплава инертным газом. Заметное увеличение скорости массообменных процессов наблюдается при повышении величины удельной мощности перемешивания металла до уровня 200-300 Вт/т.
Следует отметить, что при атмосферном давлении такая величина мощности перемешивания практически недостижима.
Величина расхода аргона, необходимого для дегазации стали, быстро уменьшается при понижении давления над поверхностью расплава. В связи с этим сочетание продувки стали инертным газом и вакуумной обработки является весьма эффективным средством дегазации металла. Так, согласно теоретическим расчетам, для получения в стали остаточного содержания водорода ниже 1,5 ррm под атмосферным давлением необходимо ввести в 100-тонный сталеразливочный ковш не менее 700 м3 аргона. При продувке инертным газом под вакуумом (0,01 и 0,001 атм.) количество газа значительно снижается и составляет 14 и 8 м3, соответственно.
В связи с этим продувка стали аргоном в сталеразливочном ковше под вакуумом всегда сопровождается существенной дегазацией металла.
Известно, что вакуумированный металл в сравнении с невакуумированным при равном содержании серы имеет более высокую долю сульфидных включений. Это объясняется, прежде всего, более низким содержанием оксидных включений в вакуумированной стали, в результате чего сульфидные включения в меньшей степени откладываются на оксидах и выделяются в отдельную фазу в более грубой форме. Проблема сульфидных включений в вакуумируемой стали решается тем, что в металле необходимо иметь достаточно низкую концентрацию серы.
Для процесса десульфурации, который протекает в диффузионной области, скорость взаимодействия ограничена массопередачей веществ в объеме металла или шлака. На основании вышеизложенного следует, что самой «медленной» технологической операцией, которая ограничивает производительность участка внепечной обработки, как правило, является процесс десульфурации стали. Действительно, при скорости десульфурации, 3-5 ppm/мин (для стали с начальным содержанием серы около 0,025 %) десульфурация на 0,015-0,020 % занимает примерно 40-60 мин. Учитывая, что максимальная скорость нагрева металла составляет около 4 oС/мин, за время десульфурации при работе с включенным трансформатором можно повысить температуру стали в ковше на 160-240 oС. То есть, вполне очевидна диспропорция для установки «ковш-печь» между скоростью нагрева металла и десульфурации.
На практике нагрев металла в течение цикла обработки на установке «ковш-печь» (30-35 мин) гарантированно обеспечивает получение заданного перегрева расплава. Дальнейшее нахождение металла на установке, часто связано с необходимостью получения требуемого содержания серы в стали.
Действительно, как показывает практика, при параллельном проведении операций десульфурации и нагрева на установке «ковш-печь» степень использования трансформатора составляет около 50 %, что влечет за собой повышение расходов по переделу и снижение производительности.
Поэтому в процессе внепечной обработки стали применяется технология непрерывной десульфурации, которая начинается сразу после наведения шлака на установке «ковш-печь» и заканчивается по окончании вакуумирования, включая продувку металла в ковше инертным газом в позиции ожидания. Данное мероприятие позволяет сократить продолжительность пребывания металла в ковше, повысить степень использования трансформатора и сократить потери тепла. Завершающий этап десульфурации стали, который проводят в камерном вакууматоре, позволяет достичь чрезвычайно низкого содержания серы (до 0,001 %), а за счет интенсивного перемешивания металла со шлаком без доступа воздуха предупредить опасность поглощения азота и окисления расплава в ходе обработки, что существенно повышает результат рафинирования.