Современные сталелитейные цехи для производства крупных кузнечных слитков
Доводка стали в агрегате ковш-печь
В технологии внепечной обработки стали и конструкции оборудования для мини заводов со стратегией производства специализированной продукции наряду с оптимальным соотношением таких параметров как производительность, энергоемкость процесса, капитальные и эксплуатационные затраты, особую актуальность приобретает возможность гарантированного обеспечения высоких требований к качеству металлопродукции в широком диапазоне марочного состава и типоразмера слитка (табл. 1.6). Выполнение высоких требований стандартов позволяет производить продукцию с высокой добавленной стоимостью, удельная цена которой на мировом рынке превышает 2500 евро за одну тонну низколегированной стали.
Таблица 1.6 – Современный уровень требований к качеству крупного слитка

После выпуска металла из плавильного агрегата все дальнейшие шаги по доводке стали по химическому составу и температуре выполняются исключительно в ковше. Такая схема, как показывает практика, делает процесс выплавки и разливки стали более экономичным, а также обеспечивает наиболее полное совмещение процесса выплавки и разливки стали.
Следует отметить, что задача глубокого рафинирования и прецизионного раскисления весьма актуальна для производителей крупных слитков.
В целом, в ходе обработки стали в ковше могут выполняться следующие операции: гомогенизация металла по температуре и химическому составу, корректировка химического состава стали путем присадки соответствующих лигатур, удаление вредных примесей (сера, водород, азот, а иногда углерод и пр.), доведение температуры метала до регламентируемого технологией значения, рафинирование стали по неметаллическим включениям, получение стали с постоянными свойствами от плавки к плавке, управление составом шлака и т.д.
Общепризнанным путем реализации вышепере-численных операций является комплексная обработка расплава в сталеразливочном ковше с применением мощного высокотемпературного источника локального нагрева, который обеспечивает непрерывную компенсацию тепловых потерь. При этом тепловая энергия концентрируется в зоне шлака для поддержания необходимых, рафинирующих свойств и плавления высокотемпературных компонентов шлаковой смеси. С другой стороны, сочетание высокотемпературного локального нагрева с принудительным перемешиванием расплава приводит к усреднению температуры во всем объеме. Принудительное циркуляционное перемешивание расплава в ковше является обязательной технологической операцией, обеспечивающей высокую эффективность внепечной обработки в целом. В сочетании с перемешиванием становится возможным реализация эффективного дугового нагрева расплава, существенно возрастает скорость его усреднения, рафинирования различными технологическими средствами, в том числе, вакуумной обработкой.
В металлургической практике установки, обспечивающие нагрев и перемешивание стали в ковше, ее рафинирование и корректировку химического состава, получили название «агрегаты (установки) ковш-печь» (от английского ladle-furnace) (рис.1.3). Между тем, в течение последних двух десятилетий агрегаты ковш-печь непрерывно совершенствовались как в технологическом, так и в конструкционном плане. Это позволило достичь весьма высоких показателей, как в части качества стали, так и в части энерго- и ресурсосбережения. Например, средний расход электродов в процессе обработки на установке ковш-печь составляет около 10 г/кВт•час, а затраты электрической энергии – 0,3-0,6 кВт•час / т град. Более того, на практике убедительно доказана высокая конкурентоспособность агрегатов ковш-печь практически для всего диапазона вместимости сталеразливочных ковшей: от 12-15 т до 350-360 т. При этом в нормальном технологическом режиме обеспечивается нагрев стали в ковше со скоростью 4-5°С в минуту.

Рисунок 1.3 – Общая схема установки ковш-печь: 1 - Сталеразливочный ковш; 2 -Трайб-аппарат; 3-Свод агрегата ковш-печь; 4-Графитированные электроды; 5- Воронка подачи сыпучих, 6. Аварийная фурма
Отметим, что комплексная обработка стали в агрегате ковш-печь предполагает обязательное предотвращение попадания в ковш окислительного печного шлака, содержащего FeO и MnO. В современных дуговых сталеплавильных печах операция отсечки шлака выполняется непосредственно на выпуске стали и обеспечивает отсечку, по меньшей мере, 85-90% печного шлака. В случае отсечки шлака на выпуске из плавильного агрегата в ковше наводится новый шлак (основность шлака 2,5-3,0), который удовлетворяет следующим требованиям:
- обеспечение работы электрической дуги в процессе нагрева (для плавки массой 100 - 150 т величина слоя шлака должна составлять, например, 100-120 мм, что обеспечивает спокойное и устойчивое горение электрической дуги);
- минимизация эрозии огнеупоров шлакового пояса ковша;
- обеспечение ассимиляции неметаллических включений и десульфурации стали.
Если же толщина шлака недостаточна, то последний «раздувается» дугой. В таких условиях дуга горит менее устойчиво, что, по-видимому, связано с оголением зеркала жидкой стали и повышением концентрации паров железа в разрядном промежутке.
Современный агрегат ковш-печь имеет вполне устоявшуюся технологическую архитектуру и конструкцию основных функциональных элементов, в состав которых входят: система для нагрева металла электрическими дугами, система подачи ферросплавов и материалов для рафинирования стали в ковше, средства для перемешивания металла инертным газом, устройство для подачи порошковой проволоки, крышка, устанавливаемая на ковш перед обработкой и т.п.
Очевидно, что наибольшее влияние на рабочие параметры агрегатов ковш-печь оказывает, прежде всего, вместимость сталеразливочного ковша. Величина мощности печного трансформатора является основным энерготехнологическим параметром установки дугового нагрева и оказывает многоплановое влияние на эффективность ее работы. В частности, величина мощности печного трансформатора оказывает непосредственное влияние на скорость нагрева стали в ковше, продолжительность цикла обработки, условия работы футеровки ковша и расход огнеупоров, а также качество проведения технологического процесса. Поэтому создание оптимальных энергетических условий нагрева является необходимой и решающей предпосылкой эффективного проведения технологического процесса.
На рис.1.4 представлены графики изменения требуемой мощности трансформатора агрегата «ковш-печь» в зависимости от скорости нагрева и вместимости ковша.
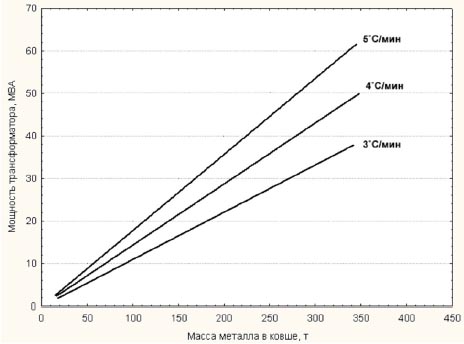
Рисунок 1.4 – Зависимость активной мощности трансформатора агрегата ковш-печь от массы металла в ковше и скорости нагрева
Для ускорения физико-химических процессов, происходящих в ходе внепечной обработки, на практике наиболее широко используется продувка жидкой ванны аргоном. Практика последних десятилетий показывает, что вопрос рационального перемешивания металла в ковше при продувке аргоном является особенно актуальным при работе установок ковш-печь. Это объясняется тем фактом, что в ковшах, применяемых на установках ковш-печь, предусматривается, как правило, один-два (иногда три) продувочных узла, расположение которых регламентируется определенными технологическими соображениями.
Во-первых, продувочные узлы необходимо располагать таким образом, чтобы вдуваемый в металл аргон не попадал в зону работы электрической дуги.
Во-вторых, один из продувочных узлов должен располагаться в зоне подачи ферросплавов, что позволяет обеспечить высокую степень их усвоения.
В-третьих, продувочный узел не может располагаться в зоне падения струи металла во время наполнения ковша.
В-четвертых, продувочный узел не может располагаться вблизи стенки ковша, поскольку в этом случае будет происходить повышенный износ огнеупоров в области распространения восходящего потока.
В-пятых, в зависимости от конкретной технологической операции, выполняемой в агрегате ковш-печь, интенсивность продувки металла аргоном должна варьироваться в значительных пределах.
В целом вопросы организации рациональных режимов продувки металла аргоном требуют определенной оптимизации процессов перемешивания с целью наиболее полного использования энергии вдуваемого газа для конкретных условий обработки.
Последние два десятилетия практически обязательным функциональным элементом агрегатов ковш-печь стала операция ввода в расплав порошковой проволоки в стальной оболочке с помощью специальных трайб-аппаратов. Этот прием обеспечивает точное введение в расплав требуемых легирующих элементов. Изначально эта технология была разработана для ввода кальция, так как температура его кипения (1491°C) ниже температуры расплава. Обычно масса вводимого кальция не превышает 0,5 кг/т стали. При этом диаметр проволоки колеблется в пределах 9-16 мм и зависит от гибкости металлической оболочки. В целом же порошковую проволоку целесообразно применять для ввода добавок, которые имеют меньшую плотность, чем расплав, и могут всплывать на поверхность при другом способе подачи в расплав; имеют ограниченную растворимость; имеют высокий показатель давления пара; имеют высокое сродство к кислороду; требуют больших затрат и/или добавляются в небольших количествах; являются токсичными и т.п. Считается, что толщина оболочки и скорость введения проволоки должны обеспечивать ее проникновение вглубь металла на 1,5-2,0 м и более.
Широкие возможности современных способов внепечной обработки были достигнуты за счет инновационных процессов в создании огнеупорных и вспомогательных материалов, в частности, благодаря серьезному прогрессу в области производства огнеупоров повышенной стойкости (футеровка сталеразливочного ковша, продувочные пробки и т.п.). Это позволило снизить удельные затраты на огнеупоры для внепечной обработки с $ 10-15 до $ 1,2-1,5 на тонну стали.
Самостоятельную группу агрегатов ковш-печь представляют собой агрегаты, входящие в состав цехов со специализацией производства, то есть, выпуска качественной и высококачественной продукции. Обычно такие цехи ориентированы на производство кузнечных слитков большой массы, а также на непрерывнолитые заготовки специального назначения (например, для производства труб, железнодорожных колес и пр.). Как правило, в таком технологическом построении сталеплавильного цеха имеется, по меньшей мере, одна установка для вакуумной обработки стали. Особенностью работы ковш-печей в таком построении является увеличение длительности нахождения металла в ковше (до 2,5-3,0 ч и более), поскольку расширяется спектр операций по легированию, рафинированию и модифицированию металла. Кроме того, необходимо обеспечить перегрев стали перед вакуумированием.
Агрегаты ковш-печь сталеплавильных цехов крупных заводов тяжелого и энергетического машиностроения обладают дополнительными функциями: сбор металла из нескольких плавильных агрегатов в один ковш и накопление необходимого количества химически однородного металла для отливки крупных и сверхкрупных слитков (то есть, слитков, масса которых больше чем масса плавильного агрегата). Примером работы такого агрегата является ковш-печь ЗАО «Новокраматорский машиностроительный завод». Эта ковш-печь имеет три типоразмера ковша (30 т, 60 т, 90 т) и позволяет собирать металл из трех плавильных агрегатов. Следует отметить, что время пребывания металла в ковше при такой схеме работы ковш-печи составляет 120-360 минут, что существенно влияет на стойкость футеровки ковшей. Для производства слитков массой 150-200 т на Краматорском заводе «Энергомашспецсталь» применяется ковш-печь, позволяющая обрабатывать ковши вместимостью 60 т и 130 т (масса плавок в ДСП составляет 100 т, 50 т, 12 т). Дальнейшее развитие завода предполагает производство слитков массой до 400 тонн.